In order to pressed piston pin into the rod head you need to heat connection rod head. The piston pin is pressing with a tightness of 0.04 mm. The clearance should be 0.01 mm observed. The finger easily walks inside the piston by the temperature near 20-22 Celsius.

But, you should understand, that the piston pin should not fall out of the piston in a vertical position in a lubricated state.
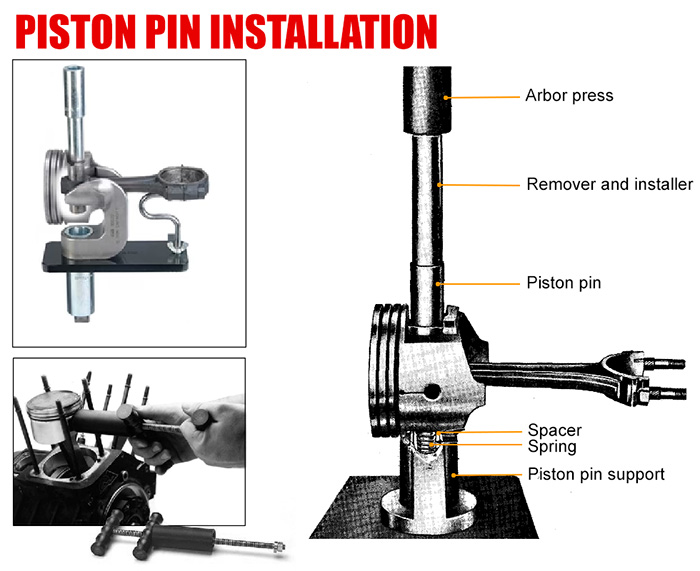
There are examples of devices that used for mounting the piston pin. But there are cases when the piston pins have different lengths, different states between the ends of the piston bosses. In such cases, it is necessary to use an adjustable fixture.
Pressing Press-Fit Wrist Pins Calculation
Adjustable size calculates by the formula:
A = 0.5 (D-B-C + 27) mm, where B is the length of the piston pin;
C — is the distance between the inner ends of the piston bosses;
D — is the diameter of the cylinder;
27 — is the width of the upper head of the connecting rod (maintained exactly).
Calculation example: D = 79; B = 67.3; C = 31.2.
A = 0.5 (79-67.3-31.2 + 27) = 3.75 mm.
Pressing process

Piston should be pressed tightly against the upper head of the connecting rod in pressing process. You have a little time to finished this work, because the connecting rod head cools very quickly. If you are not finished in time the finger will take the wrong position. You will not be able to change position it.

Pressing the piston pin into the head of the connecting rod:
1 — mandrel; 2 — adjusting nut; 3 — piston; 4 – wrist pin; 5 — guide sleeve; 6 — connecting rod; 7 — screw.
Pressing a wrist pin out
Pressing a wrist pin out should be carried out on a special press. We will be use mandrel A 60308. The mandrel is centred by a special cylindrical recess along the hole. We have to control the suitability of the connecting rod at this time.

Map of pressing a wrist pin out process
Clamp the crank in vice and then you need tight the nuts of the connecting rod cap. The connecting rod clamped behind the sides of the lower head. If you pinch the rod or the upper head of the connecting rod in a vice, this will lead to the formation of deformations.